
Cominciamo dicendo che per definire le caratteristiche del progetto di saldatura, risulta fondamentale introdurre e ben definire le variabili che lo contraddistinguono; per questo consideriamo l’articolo 3 della ASME IX. Tale articolo elenca tutti i processi di saldatura separatamente, e prende in considerazione le variabili essenziali che caratterizzano il saldatore, e le qualifiche del processo di saldatura.
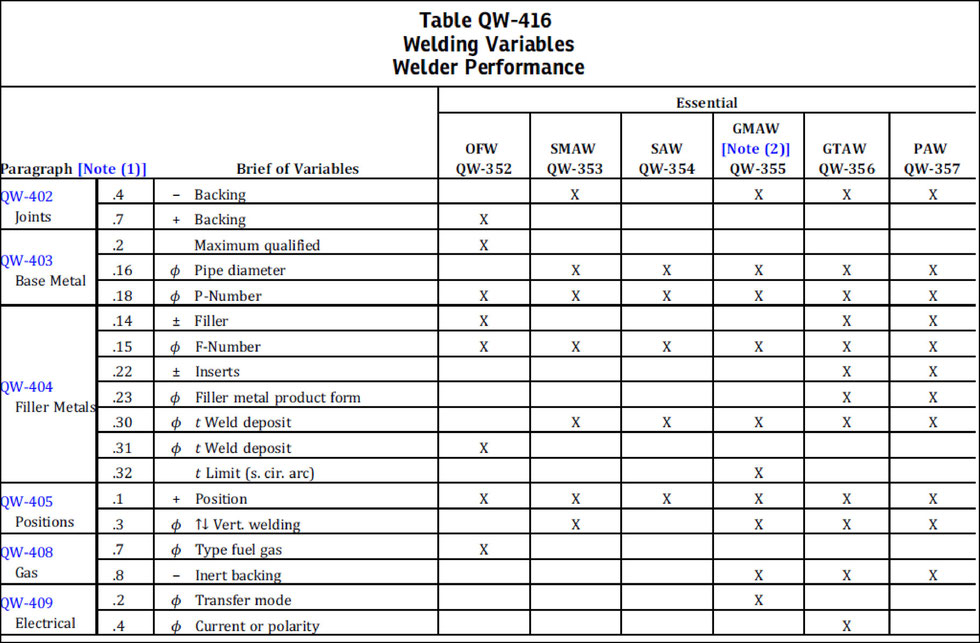
La qualifica del saldatore può essere quindi identificata in base alle variabili fondamentali relative ad ogni processo di saldatura. Per fare questo tutte le variabili – del processo di saldatura – sono elencate nella tabella QW 350, e sono definite in seguite all’articolo 4 della ASME IX (dati della saldatura).
La qualifica dell’operatore di saldatura viene definita attraverso le variabili - che contraddistinguono il processo di saldatura - elencate al paragrafo QW 360 e per ogni tipo di saldatura.
Un saldatore oppure un operatore della saldatura può essere qualificato in tre modi diversi:
- Un provino,
- Attraverso la verifica della produzione iniziale di saldatura, con le limitazioni indicate ai paragrafi QW 304 / QW 305,
- Attraverso una prova di piegatura estrapolata da un provino.
Il codice ASME prevede che il saldatore deve passare i test meccanici e visivi - definiti ai paragrafi QW 302.1 / QW 302.4 rispettivamente - ad eccezione delle richieste speciali imposte al paragrafo QW 380. In alternativa è possibile qualificare i saldatori attraverso un NDE volumetrico, come previsto al paragrafo QW 191; tale test deve essere eseguito secondo la procedura imposta al paragrafo QW 302.2. Nel momento in cui si qualifica un saldatore secondo una specifica WPS, è possibile estendere tale qualifica a tutte le WPS caratterizzate dalle stesse variabili di processo. Tutti i saldati realizzati in fase di test di tagliando - allo scopo di qualificare la procedura di saldatura - possono essere sottoposti a test visivi e meccanici (QW 302.1 - QW 302.4); oppure in alternativa attraverso un NDE volumetrico, per i processi di saldatura ad arco specificati al paragrafo QW 304. Possiamo infine dire che un provino può essere rappresentato da una lamiera, un tubo oppure un prodotto formato.